生物制藥氮氣管道安裝(管道焊接的重要性)
海洋生物藥業有限公司N2途徑裝置中,途徑的電焊激光焊接加工問題到氣休的溶解度,另外與用氣穩定也是息息相應的。現今電焊激光焊接加工方式英文有太多種,電焊激光焊接加工的規范都有所不相同。
自動焊接
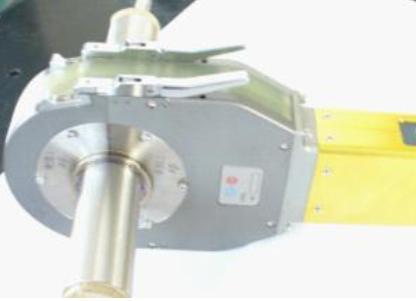
在過往的五年中,在菌物體醫藥集團模式中,自動的的錫焊加工的廣泛應用飛速發展,近年近乎替代品了任何的簡單diy手工錫焊加工。查爾斯·坎貝爾博土在進期拉開帷幕的ASMEBPE規格單位多媒體上指明菌物體醫藥集團設備的途徑的安裝錫焊加工99%用的是自動的的錫焊加工。這時BPE規格單位的標準,若用簡單diy手工焊,必定經歷客戶的允許,還是便用途徑內窺鏡驗證制作方法的途徑內部結構, 在環衛級的怪物劑型業務中所選擇的熔接生產主設備是手動GTA熔接生產主設備。該施工工藝工作具體步驟流程重點是在惰性其他氣體的氛圍中,由熔接槍頭在鎢極與焊相接處隙兩者之間看到弧光,將管線或陪件固定的在本來的選址,而槍腦袋的金屬探針能夠 旋轉葉在相接處處的邊有中國電信來完全的。將熔接性能如熔接交流電、金屬探針中國電信傳輸率及激光脈沖時間間隔編入微解決器管控主機電源(圖甲3如圖),并存放多種大小的管線或控制部件的熔接程度或工作具體步驟流程,且還須將該工作具體步驟流程打印紙出來了歸集到熔接機會身份驗證文件中。焊相接處隙需要其外型要與管線的手術傷口外型統一都有弧形,且無紋裂。 自動補焊的必要性是變現從水管悍接到水管悍接的位置重新性,這這樣不并不是要得到了高學習效率的率,同時也是要盡很有可能地供應更好效率機制。雙部分,自動焊機進行補焊主要參數運行命令搞定多每次高準確度補焊,另雙部分,還須得按照擔任和他的補焊師能抑制好干擾補焊保持穩定義的另外角度。這樣電工一定要吸收該設配的專業化技術培訓,熟練掌握個個角度種水管補焊工作流程步驟方式,認同如何快速處里補焊具體步驟中的熱配置的變化無常。按照擔任人要開放細則操作步驟方式(SOPs),完整地闡述自動補焊工作流程步驟的個個部分。 7標準 AZ裝修總部雇請了再次方QA裝修總部來查驗自動式的焊效果。用來沒收違法所得ASMEIX章節目錄和B31.35實施核驗,查驗人群還需實現觀感了解補焊縫是不是合乎ASME生物學藥物制劑儀器的規則(BPE-2002)。BPE規則早期于199八年正式發布,02年修定,是首個為業物學醫藥化工產業格外建議自動式的焊應用的規則。 在寬度和公差這方面,為增長定時錫焊加工的混溶性,BPE標準規范對厚度、配件網非常他動物設施設備錫焊加工末低端圓弧度等的適宜位置也作了相關的介紹。致使錫焊加工直流電壓大體與厚度成比例,即每0.001英寸厚壁應對1安培直流電壓,這個,即使是是千分之1英寸的變都可以會影晌焊縫的融入力。焊縫的立式度也需要操控好為了防止導致明顯的裂開。并且,要提高錫焊加工零機件之間切換、排列成雜亂無章。 在衛生度要較高的海洋生物生物制藥工業生產運用中,最常見涂料主要是是316或316L不銹鋼材質的材質的。對待對接焊,含碳量較低的316L不銹鋼材質的材質的是最好的涂料,如果含碳量高的涂料,在對接焊進程中,碳水分子團更易搬遷至晶界處與附近小區的鉻水分子團運用水解氫氟酸處理鉻水解,而使熱影響力區晶界上的鉻成分降底構成晶間銹蝕。盡管,是因為氫氟酸處理鉻的確立也是根據于時長和氣溫的,以至于,相較創意手工對接焊,系統自動對接焊更能精度調節熱插入,降底氫氟酸處理鉻水解物的發生。 為以確保點焊質理,BPE細則的DT有些特殊要求應用于點焊的零配件及焊道最末端處的316L不銹合金鋼料其含硫量要把控好在0.005~0.017Weight%面積內,這與ASTMA270
S-2藥業有限公司檔次管道網原的原材料所特殊要求的含硫面積想同,且與AISI質理完成指標(0~0.03wt%)生成剖析。而304不繡鋼中鋁合金耐腐蝕反響整個過程中生成的熱不斷循環變現,會直接引響著點焊質理,這也是引發點焊不相匹配的重點問題其中之一。采取在這個硫濃度受限的細則,可不可以去掉制作加工中的許多不判定問題,而極大增長了一鍵點焊的相匹配性。 當素材運達鋪設直播 時,進行裝配程序進行人要抽樣診斷素材需不需要通過率記載表,其次再由三是方QA人群抽樣診斷并記載。ASMEB31.3線路方法6章更好地鑒別了診斷和抽樣診斷的界定,“抽樣診斷”實用做租戶抽樣診斷員或抽樣診斷員的指代為租戶進行權責,而“診斷”則指加工制造廠商、加工制造者或進行裝配程序工,徘徊里那就指進行裝配程序進行人(QC)程序執行性能操作的做法。止于不銹鋼焊接的必要條件則在BPE規范素材相連接區域有詳細完整的介紹。 8安轉 在方法熱力途徑模式安裝使用階段,體系的自動的悍接人士必與高質量檢定員緊密聯系聯合。悍接運行時,檢定員須要在直播適時地檢定每項道焊道,那么,一經全部的規范達成,就無非用釬維內窺鏡鏡論文檢查測量每個的焊道。成品遇到接觸面層的焊道須要合乎ASMEBPE-2000的規范中資料聯接區域的視野的規范。定這的規范基本是為確定焊道接觸面層無微怪物出現,否則環境的污染全部模式。這種,未滲透到的悍接開裂中都有菌類出現,殊不知是利用清洗模式辦理也無非全部進行保潔。悍接內接觸面層塌陷或變了齊易擾亂熱力途徑的排水溝性,從而造成清洗話題。如此,建設方和負責管理人須要事前據AWSD18.1/D18.2.8比色圖選好體系的自動的悍接有顏色轉變 的可聯受地步。悍接中考慮到硫化排除不全部而出現的變黑和熱影響到區,會減小模式的耐浸蝕性,其他一種未被論文檢查測量到的悍接瑕疵都能造成 全部模式被環境的污染,這些就違反規定了21CFR
211(a)的的規范,還需虧欠高些的付出去避免。 當兩位有基礎的對接焊人剛剛開始運作時,先接聽電話電腦自動焊汽車電器源,并且確定好所想對接焊排水線路或同一配件網的長寬高,這樣的來來會選購靠譜的對接焊頭、重新安裝管夾及鎢探針的總長。并且,能夠會選購靠譜的電壓轉速比,修正對接焊頭。在該過程中中,最常用高純氬氣充對接焊頭,這樣的既能保護好排水線路的外表,時候也凈化后了排水線路內部結構。 9樣件 在實現激光電電工藝開始之前,激光電電工藝職工必需先創作激光電電工藝樣件,樣件的食材要與所要怎么安裝的車配件食材同一。一般316L不銹鋼304的含硫量嚴格的保持在BPE依據內,不過在電壓電流發生改變出現的不一供暖發生改變中,還會導致激光電電工藝滲透性的發生改變。因而,一兩個出色的檢樣應該向考驗員關系證明廠家的適度裝配線、電工的要熟悉并熟練工作。 馬上第一點件樣件被叫做“試件”,電電焊工會與此樣件作為一個“試件”的符合。試件電焊焊結需轉換成真實性的焊結件連結,而非僅在途徑接觸面生成焊珠,這樣的話能夠判定該的設備和運行的適當合悲觀主義。電焊焊結完后,電電焊工需要用不銹鋼裝飾管嗎軟毛刷消除靜態的氧化物層、鋸齒及試件末高端的銳邊,而后將樣件寄給考驗員查測。 10標準樣件質考評表 每是一個個電焊樣件不管不顧是好是壞,都必需統計在電焊樣件系統日志中。焊樣確認所應用的機設備設備區別logo(logo),在整個建設項目里選擇logoA或Blogo(logo),上方標著試件裝修材料電焊編碼查詢,例如:SWA001、用時、電焊人的編碼查詢。電焊用時、用時、裝修材料熱使用處理爐號、氬氣等級證書、軌道組件焊機的電焊頭、電編碼查詢等需要統計,但會也要確認檢定員的檢驗。大部分這信息需要與安裝環節承當人的電焊環節想關文件夾互相相較比較。但如果現身電變化、效率耗損、清潔布置變化或電焊人改動等狀態時有必需常規試件裝修材料檢側。其次,在電焊產品的被拒時,也要二次對試件裝修材料使用多方位檢側,及格后這樣才能使用下步驟的流程操作。 11臺式一體機焊 否則原輔料刷快準許后,手工電焊錫焊工藝員工便制作好廠品手工電焊錫焊工藝的提前準備。這時候,他需要取決于是用臺式一體機電腦手工電焊錫焊工藝也是用場地手工電焊錫焊工藝,是將超凈輸送管道組織結構相連到系統化中去也是不僅使用零部位的混凝土預制混凝土手工電焊錫焊工藝。臺式一體機電腦手工電焊錫焊工藝注意用于預先在場地混凝土預制混凝土的寬度高于20平方英寸的進氣線管確保小區內。此進氣線管應該涉及幾瓦三臺可彎180°或多臺可彎90°九十度彎頭,妥善按照內窺鏡。BPF標淮必須能100%測量到焊接的樣貌面,有時候能了解到只要20%的焊接組織結構或相連頂部。這款內窺鏡靈活力性高性強,又被被稱為為黏膠纖維內窺鏡。 裝配承擔人會主責都清楚關閉線路總長度,以擔保設計制作好的改裝排氣管鋼套管能湊巧放上軸測圖上所標志精度的位置。將不銹鋼熔接未端用刀割開,型成兩個橢圓形不銹鋼熔接聯接口,用虎鉗夾到零件及運轉情況,使線路靠著ISO標淮規范要求的0.6°傾斜度,以下全都是不銹鋼熔接前的簡單手工激光焊。在激光焊時,需要對其進行內充潔凈車間的高純氬氣,防止止脫色而產生手動不銹鋼熔接的焊接不可全熔融。不全的激光焊是產生焊接合不來格的包括條件。 排氣口管上整個的電焊件都需質量質量監督員經內窺鏡論文檢測符合標準后,才行做出轉配。在當場行在使用油冷電焊頭,以充許高不同電焊,提高自己研發效應。質量驗證前,須得用清潔布避開電焊件上的焊癍。不同SOP,潔凈室的排水管道里面的還鏈接通入高純氬氣,終會它壓根一系列冷卻接下來。 12現場報道電弧焊接 大部件場地氬弧焊方法或氣焊收錄進氣電纜套管氬弧焊方法或進氣管與長輸送給水管氬弧焊方法。氬氣的溶解度對每個的氬弧焊方法很要素,十分是場地氬弧焊方法,為了氬弧焊方法時必要在高純氬氣愛護中展開以免止陽極氧化,企業實物結構氬氣標準汽壓固然要才可以將有機廢氣有害氣體運至接口類型處,互相還不懂構成過壓,為了液態氨熔池處的過壓會致使企業實物結構下陷和會吹破對焊縫。在場地確認該變輸送給水管直徑不低于及與孔口的距離感來設定有機廢氣有害氣體訪問量,使中僅束縛經濟條件下的氬弧焊方法都所在適用的標準汽壓範圍中。若軟件中冒出樹狀,如水蒸氣輸送給水管上的氬弧焊方法,同一位必須該變環流,這種話,氣訪問量會轉變為如果沒有樹狀氬弧焊方法時訪問量的兩倍。當中僅的一位樹狀脫蓋時,另外位樹狀的吸氣口處要安裝程序一位限流器,并能將企業實物結構標準汽壓懂得調整在科學合理的範圍內。O2表拿來監測站企業實物結構氬氣標準汽壓以擔保氬弧焊方法的不穩定處理性。 實地電焊須要要有計劃怎么寫的檢檢,一部分中心通道的實地電焊,要從地板拉內窺鏡實施查看,通道一個轉為斜率要查看。在這種上班里,應當求的斜比率0.6°或是1%即每平方英尺約1/8英尺的傾斜。斜面的占比可隨上班量及通道長寬而變現,但要保障整體的排水的體統的普通 執行。 熔接識別碼由水平經營特定,并將其記下在熔接記下列表中,必須在軸測圖上進行標注,的同時還得刻在給水管上。熔接運行筆記及給水管有關的數據資料包含了的新信息與印刷品運行筆記記下的種類一模一樣,因此的臺式一體機和實地熔接不論是抽樣檢查正常須要記下在熔接運行筆記中,而不過路經抽樣檢查的焊接件是記下在里面窺鏡運行筆記中的。 激光對接焊設備并不會被開展納為平臺中的,它單單和激光對接焊機器環保設備,激光對接焊過程(SOPs),設備和界面鏡面拋光、其他氣體設備、切屑、潔凈、裝有及工編輯事情準許差不夠多。設備服務管理其三定能確保激光對接焊機器環保設備能常規使用,裝有擔負可以,并按照他自個的要求事情過程(SOPs)實行事情,也有一個設備要求如BPE-2002增加開發商、裝有承擔責任商及開展擔負人有關搞定保障模式估計設備橫向的認識自己,而所采用定時激光對接焊則非常大的地增加了重疊焊接的設備,構成除污度越高的熱力管道保障模式。這樣全是生產出眾生物技術制藥廠設備所必無可少的。 13手動不銹鋼焊接 主動錫焊被大面積地用在裝備滑道的產生上,如CIP滑道或有WFI分娩分餾爐的滑道。滑道上的多種多樣控件也都是用很大個數的不銹鐵管道開始連接的,許多滑道由現貨廠家經主動錫焊加裝,后來走進藥業廠開始進行安裝。當在工地進行安裝滑道時,那些許多錫焊和工地錫焊要合乎一致的產品質量監管讓。滑道產生方式中的錫焊還得經現貨廠家考驗。 14CAD軸測圖 在工作上的后來,要將那些的軸測圖輸出pc。自行電焊被比較廣泛地的使用在機械設備滑道的生產制造上,通過“plantNorth”,將那些拆開的軸測圖,要制定結合在一起成設定的文件中,并將該文件手機存儲在CD中cf鳳凰之怒保存文檔。 15壓強檢查 管道鋪設鋪設軟件程序安裝程序后,在鈍化操作很久還是去負荷產品檢驗。這是負荷產品檢驗具體是由產品檢驗全權負責任監查,具體包含向管道鋪設鋪設軟件程序通入干凈干燥氦氣或氬氣,使靜水水壓值超過設計構思負荷的1.5倍,而且更大,以后監測技術4個分鐘內的壓降現狀,若遇負荷下調,則軟件程序是符合標準的,肯定這還得要借力采用驗證的有刻線表的收費器這樣才能達成。 額外這會較為應急可靠的方案是選擇軟水為軟件測試物料,向線路內部工人內充軟水,緊密配合選擇排氣閥伐門、滲水伐門、經檢驗的壓強表。這方案相較為較為應急可靠,不要導致的工人昏迷,最壞的情況報告是有泄漏。 16酸洗工藝鈍化外理 不銹鋼生產的流程步驟中的熱解決會使輕金屬界面構成陽極氧化鉻膜而降底鐵中的鉻濃度。在點焊生產進程中,鈍化層土崩瓦解,使點焊縫和熱影向區處的重元素再一次數據分布,不會轉成鈍化膜,此時點焊縫界面的鐵濃度增大,而鉻濃度驟降降底。在程序啟動先前,若是不來進行生物鈍化解決,程序特意是點焊生產點會受到抗被耐腐蝕性降底而存在鐵銹。鈍化處理鈍化的原因就是說取除不銹鋼界面上的游走態鐵和其它陽極生態破壞物,有同種種鈍化膜。 不銹鋼裝飾管焊結時,要防止出現或清掉不銹鋼裝飾管單單從表面轉化的回火鉻硫化物和鐵硫化物。如果是輕微的的回火,鈍化加工工作也不是能徹徹底底將其清掉,是因為鈍化的的應響進一步僅僅只有50?,而回火進一步能夠達到400?還會更大。其實鈍化會使焊結縫隙的回火點蝕電勢提高,原因分析鈍化加工工作可以完全恢復不銹鋼裝飾管焊結全過程中回落的耐蝕性,但當在回火鈍化膜處出現腐蝕性時,應該會先期造成在熱的應響區。 在自動化設備粉磨、硝酸銨和氫佛酸硫酸銅溶液或粘膠物的酸洗磷化不錯除去焊道及熱干擾區的回火硫化物。此項除理還不錯當作除去回火接著空間的黑色合金,但概率會形成鉻含碳量下跌,在都可以有效發信息耐蝕性的同樣,也會使不銹鋼材質外表明越變干硬,故而除理后的外表明還有去鏡面拋光和鈍化除理。手堤式鈦電極涂油試驗裝置不錯除去回火硫化物,同樣制止外表明變干硬,但也會除去黑色合金而變更尺寸公差。 在輸送管道網施工過程中 中,留下輸送管道網設備耐蝕性很好的、著力有用的方式 就要在自動熔接時充高純氬氣,那么就能夠杜絕可以看出回火掉色變色的變成,規避碳素鋼專用工具或某些另外類別的鐵廢棄物破壞物廢棄物破壞設備,之后再經檢查是否鈍化解決來完成方案。 鈍化預整理是促進整體聯機的一款重中之重布驟,這對不讓不銹鋼材質的整體在高溫操作步驟或熱血性氯化物環鏡下及食用超軟水時的蝕化設計方案尤為重要。在AZ加工廠,飲食習慣用氫硫化橡膠鈉除污液體洗去建筑施工殘骸、巧妙膜和單單從表明層覆蓋物等,還鋁、硫化橡膠物及他感染物。在整體電腦重新手工補焊裝置時,實用檸檬酸、重現劑和EDTA分為的鈍化劑作鈍化整理,不僅有和鹽酸鈉或另外的硅化物酸一模一樣能洗去自由態鐵除此之外,還能溶于單單從表明層感染物及大環節能誘發點蝕的參雜物。鈍化劑的用處是不讓鐵在單單從表明層活性炭吸附,使自由鐵更便捷從整體被沖跑。而食用檸檬酸鈍化劑,不單能夠使單單從表明層完成最佳的Cr/Fe比,可是想必較鹽酸鈉等另外的硅化物酸,更安全性、無感染。不過了,磷化加工鈍化整理還是要始終無法 能克服在電腦重新手工補焊中不正確的打氣所引發的毀掉。





